Добрый день!
IPG 30 W SinoGalvo 7110
Может кто-то сталкивался с данной проблемой
Станок оставляет следы(слабые) при гравировке(видны на черном анодированном алюминия) на нулевой мощности, похоже на слабую матовку.
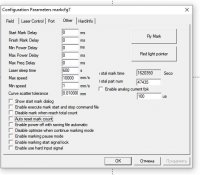
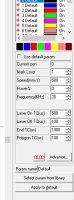
Так же при гравировке клавиатур, полированного серебра, латуни остаются слегка видимые следы между штриховками (в местах где лазер должен проходить с выключенным излучением) Частично лечится крайне сильным завышением End TC (до 1500). А по серебру помогает функция - Leak Hadle. При том, что при юстировке по прямоугольнику (40 на 20 с штриховкой 1мм), как по инструкции, хороший результат при End TC - 250.
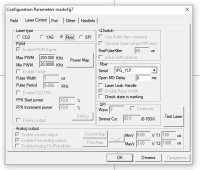
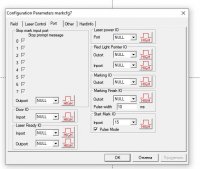
Буду рад, если кто поможет. Все настройки в фото.
Также есть еще один баг - выявлен при гравировке латуни, в начале гравировки мощность прожига меньше, не зависит от направления и типа штриховки, расположения объекта относительно центра системы координат. Линза и зеркала сканатора - чистые, гравировка в фокусе
IPG 30 W SinoGalvo 7110
Может кто-то сталкивался с данной проблемой
Станок оставляет следы(слабые) при гравировке(видны на черном анодированном алюминия) на нулевой мощности, похоже на слабую матовку.
Так же при гравировке клавиатур, полированного серебра, латуни остаются слегка видимые следы между штриховками (в местах где лазер должен проходить с выключенным излучением) Частично лечится крайне сильным завышением End TC (до 1500). А по серебру помогает функция - Leak Hadle. При том, что при юстировке по прямоугольнику (40 на 20 с штриховкой 1мм), как по инструкции, хороший результат при End TC - 250.
Буду рад, если кто поможет. Все настройки в фото.
Также есть еще один баг - выявлен при гравировке латуни, в начале гравировки мощность прожига меньше, не зависит от направления и типа штриховки, расположения объекта относительно центра системы координат. Линза и зеркала сканатора - чистые, гравировка в фокусе