BiFoot
Активный участник
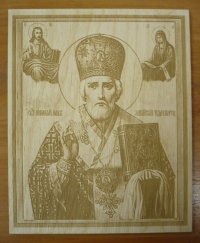
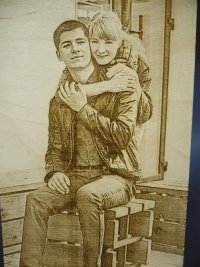
Считается, что волоконник по дереву не умеет. Я тоже так думал, пытался, но либо вообще ничего, либо все горит и обугливается. Тут меня дернуло попытаться еще раз. Вдохновил параметр из базы параметров Лазерной Академии.

Сразу опять ничего не получилось. Методом проб и ошибок пришел к такому результату

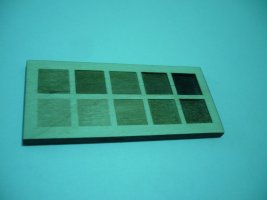
JPT30LP линза 110. Тесты на мощностях 20%, 70% и 90%, один проход, размер модели 40Х42, растр. Остальные настройки на картинке.

Ниже 20% нестабильно, между 70% и 90% разница не слишком большая, хотя на 90% локально начинается слабое обугливание. При вторичном проходе начинается местами обугливание, поэтому второй проход делать не стоит. Скорость принципиальная, при снижении начинается местное обугливание, при увеличении эффект пропадает. Частота оказывает влияние, но не сильно, при большой частоте начинается обугливание. Принципиален и шаг, при уменьшении начинается местное обугливание. На сучках обугливание с сажей, следует учитывать.

И главная фишка процесса - дефокус 13мм на моей линзе 110. Ловить дефокус надо так же, как на железе фокус, по искре. При фокусе ничего не происходит, а вот в нужном дефокусе на дереве искра наиболее сильная. Никакими содовыми или солевыми растворами поверхность не вымачивал, фанера самая простая, упаковочная. Кстати, на дереве искра заметно сильнее.
Сразу опять ничего не получилось. Методом проб и ошибок пришел к такому результату
JPT30LP линза 110. Тесты на мощностях 20%, 70% и 90%, один проход, размер модели 40Х42, растр. Остальные настройки на картинке.
Ниже 20% нестабильно, между 70% и 90% разница не слишком большая, хотя на 90% локально начинается слабое обугливание. При вторичном проходе начинается местами обугливание, поэтому второй проход делать не стоит. Скорость принципиальная, при снижении начинается местное обугливание, при увеличении эффект пропадает. Частота оказывает влияние, но не сильно, при большой частоте начинается обугливание. Принципиален и шаг, при уменьшении начинается местное обугливание. На сучках обугливание с сажей, следует учитывать.
И главная фишка процесса - дефокус 13мм на моей линзе 110. Ловить дефокус надо так же, как на железе фокус, по искре. При фокусе ничего не происходит, а вот в нужном дефокусе на дереве искра наиболее сильная. Никакими содовыми или солевыми растворами поверхность не вымачивал, фанера самая простая, упаковочная. Кстати, на дереве искра заметно сильнее.