Здравствуйте, уважаемые лазерщики.
Прошу помочь в решении задачи резки камня волоконным лазером и подборе оборудования.
Необходимо резать диски из пластин яшмы толщиной 3 плюс/минус 1 мм (медальки).
Пробные выстрелы были сделаны в одной отзывчивой компании на нескольких машинах.
Результаты следующие:
На 50 Вт камень перегрелся и раскололся, на 20 Вт резка длилась больше часа (диаметр диска 10 мм).
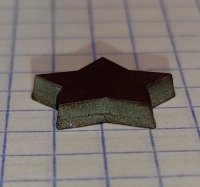
Некий оптимум был достигнут на 30 Вт. Источник Raycus. Фото прилагаю.
Должен оговориться, что это не резка в классическом понимании, а гравировка кольца толщиной от 0,2 до 1 мм вокруг искомого диска на глубину, превышающую толщину заготовки.
В принципе резать получается, но есть 2 проблемы.
1. При углублении производительность процесса снижается. Свыше 2 мм в ряде случаев углубиться не удалось. Обдув воздухом и ручная подстройка фокуса в процессе резки несколько улучшают результат.
2. Боковая поверхность детали не перпендикулярна основанию. Профиль реза конический.
Прошу поделиться соображениями на этот счет.
Прошу помочь в решении задачи резки камня волоконным лазером и подборе оборудования.
Необходимо резать диски из пластин яшмы толщиной 3 плюс/минус 1 мм (медальки).
Пробные выстрелы были сделаны в одной отзывчивой компании на нескольких машинах.
Результаты следующие:
На 50 Вт камень перегрелся и раскололся, на 20 Вт резка длилась больше часа (диаметр диска 10 мм).
Некий оптимум был достигнут на 30 Вт. Источник Raycus. Фото прилагаю.
Должен оговориться, что это не резка в классическом понимании, а гравировка кольца толщиной от 0,2 до 1 мм вокруг искомого диска на глубину, превышающую толщину заготовки.
В принципе резать получается, но есть 2 проблемы.
1. При углублении производительность процесса снижается. Свыше 2 мм в ряде случаев углубиться не удалось. Обдув воздухом и ручная подстройка фокуса в процессе резки несколько улучшают результат.
2. Боковая поверхность детали не перпендикулярна основанию. Профиль реза конический.
Прошу поделиться соображениями на этот счет.
Вложения
-
 IMG_20200823_204729.jpg83,5 KB · Просмотры: 454
IMG_20200823_204729.jpg83,5 KB · Просмотры: 454 -
 IMG_20200823_201851.jpg84,3 KB · Просмотры: 457
IMG_20200823_201851.jpg84,3 KB · Просмотры: 457 -
 IMG_20200823_202518.jpg69,1 KB · Просмотры: 449
IMG_20200823_202518.jpg69,1 KB · Просмотры: 449 -
 IMG_20200823_205457.jpg97,5 KB · Просмотры: 462
IMG_20200823_205457.jpg97,5 KB · Просмотры: 462 -
 IMG_20200823_204407.jpg281,9 KB · Просмотры: 459
IMG_20200823_204407.jpg281,9 KB · Просмотры: 459 -
 IMG_20200823_205728.jpg151,4 KB · Просмотры: 491
IMG_20200823_205728.jpg151,4 KB · Просмотры: 491 -
 IMG_20200823_213801.jpg107,8 KB · Просмотры: 453
IMG_20200823_213801.jpg107,8 KB · Просмотры: 453 -
 IMG_20200823_214405.jpg114,5 KB · Просмотры: 451
IMG_20200823_214405.jpg114,5 KB · Просмотры: 451
