В борьбе с поворотным устройством применил все знания этой темы и советы коллег.
Хочу окончательно понять в чем проблема - в железе, в софте, в кривых руках или во всем перечисленном )))
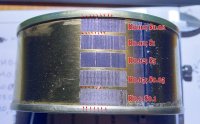
На фото 5 прямоугольников размером 5х15, выполненных на поворотном устройстве с разными хетчами и сплитами (остальные параметры не менялись).
Станок Райкус30Вт, голова Синогалво, шаговый двигатель Snowit, 12800 шагов за оборот, модуль RotaryMark
Забегая вперед скажу, что шаги на поворотном менял(даже до 51200), оси и положение поворотника правильные(чтоб не было глюка), штрихи перпендикулярно оси вращения, диаметр заготовки менял и в меньшую и в большую сторону, фокус менял, игрался с задержками, игрался с дополнительными параметрами в модуле RotaryMark, пробовал модулем Split Mark, менял параметры штриховки (была идея постараться вылазить одним штрихом на другой....с бубном тоже плясал)))
? Не понятна природа штрихов, отмеченных красными стрелками ....обратите внимание-все они расположены примерно чз 1мм на всех Сплитах....