Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Самодельный лазерный гравер/резак
- Автор темы Александр_
- Дата начала
Александр_
Участник
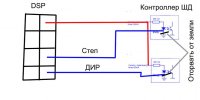
Как же земля? См. картинку - это из руководства. 7 контакт - земля. А если концевики непосредственно в плату воткнуть, то откуда бы землю завести на контроллер, чтобы цепь для сигналов спеп-дир получилась?
Что-то я окончательно сомневаюсь, что дело в ускорении. Сегодня менял значения от (скорость остановки=1, ускорение=100) до (скорость остановки=10, ускорение=15000). результата нет. причем угол скоса остается постоянным. почему же резка нормально работает? при попытке отгравироватьИвырезать квадратик получаетсято, что на картинке.
Что-то я окончательно сомневаюсь, что дело в ускорении. Сегодня менял значения от (скорость остановки=1, ускорение=100) до (скорость остановки=10, ускорение=15000). результата нет. причем угол скоса остается постоянным. почему же резка нормально работает? при попытке отгравироватьИвырезать квадратик получаетсято, что на картинке.
Вложения


SKV
Участник
Александр_ написал(а):Как же земля? См. картинку - это из руководства. 7 контакт - земля.
Там написано GNDExt, внешняя земля, разберемся ..
")
Александр_
Участник
спасибо!
жду вестей.
жду вестей.
Александр_
Участник
Ну что же, отрицательный результат – тоже результат ?
Сегодня проведена обширная работа по преодолению глюка. Глюк победил.
На валах моторов висели балансиры (в оригинальной конструкции они мешали резонансу). Отвинтил – без толку.
Подбавил ток в моторах – без толку.
Увеличил ток удержания – без толку.
К проблеме подключился автор контроллера (благо живем в одном городе). Сложилось подозрение, что дело в том, что нужен инвертированный сигнал step, а идет обычный. Попытались взять с DSP-платы сигналы step- и dir- с соответствующих клемм разъемов.
Не получилось. Звук при передвижении стал хрустящим, а гравирует вообще бред какой-то. Вернули все обратно.
Зато прояснилось с резкой – режет НЕнормально. В общем, общая суть глюка такая – при смене направления движения (и при резке и при гравировке) происходит небольшой сдвиг по соответствующей оси. Причем это точно не пропуск шагов, связанный с механикой и не проскальзывание троса. Написанное хорошо иллюстрирует тестовый файл. Горизонтальные полосы сдвинуты в разные стороны из-за того, что стоит кратчайший путь резки и лазер сначала вырезал 10 верхних полос, потом нижние.
Вот такая беда. Голову уже сломал.
Сегодня проведена обширная работа по преодолению глюка. Глюк победил.
На валах моторов висели балансиры (в оригинальной конструкции они мешали резонансу). Отвинтил – без толку.
Подбавил ток в моторах – без толку.
Увеличил ток удержания – без толку.
К проблеме подключился автор контроллера (благо живем в одном городе). Сложилось подозрение, что дело в том, что нужен инвертированный сигнал step, а идет обычный. Попытались взять с DSP-платы сигналы step- и dir- с соответствующих клемм разъемов.
Не получилось. Звук при передвижении стал хрустящим, а гравирует вообще бред какой-то. Вернули все обратно.
Зато прояснилось с резкой – режет НЕнормально. В общем, общая суть глюка такая – при смене направления движения (и при резке и при гравировке) происходит небольшой сдвиг по соответствующей оси. Причем это точно не пропуск шагов, связанный с механикой и не проскальзывание троса. Написанное хорошо иллюстрирует тестовый файл. Горизонтальные полосы сдвинуты в разные стороны из-за того, что стоит кратчайший путь резки и лазер сначала вырезал 10 верхних полос, потом нижние.
Вот такая беда. Голову уже сломал.
Вложения

Александр_
Участник
Сегодня была вторая серия танцев с бубном.
Попробовали ВСЕ что можно. Результат ноль. При всех вариантах и параметрах выходит аккуратный такой скос с постоянным наклоном. Хотел сегодня хорошенько пнуть все это дело, но сдержался.
Попробовали ВСЕ что можно. Результат ноль. При всех вариантах и параметрах выходит аккуратный такой скос с постоянным наклоном. Хотел сегодня хорошенько пнуть все это дело, но сдержался.
Александр_
Участник
Спасибо, сейчас прикину что к чему. А что, дискретность 0,025мм это мало для профессионального станка? Мне казалось, что очень даже...
SKV
Участник
Александр_ написал(а):... А что, дискретность 0,025мм это мало для профессионального станка? Мне казалось, что очень даже...
Это конечно вам решать, по аналогии, у поставляемых нами на данной системе управления разрешение в 4 раза выше, я уже писал об этом ..
Александр_
Участник
Связался с автором драйвера - не получится. С оптопарами на DIR такой номер пройдёт, но на STEP стоят сдвоенные оптопары HCPL-2631 (2 в одном корпусе), которые имеют имеют одну общую землю.
Как думаете, проблема именно в этом? В том смысле, что нет уверенности, что загвоздкаименно в этом.
Константин, можно у Вас приобрести правильные драйвера типа M415B?
Как думаете, проблема именно в этом? В том смысле, что нет уверенности, что загвоздкаименно в этом.
Константин, можно у Вас приобрести правильные драйвера типа M415B?
Александр_
Участник
пардон - концепция изменилась - может и получится провернуть такие изменения с моим контроллером. но вопрос про М415В остается.
SKV
Участник
Да, у нас есть драйвера (наиболее универсальные для таких задач) Syntron SH-20403 www.halkru.com/download/20403-en.pdf . Кстати сейчас посмотрел доку, считаю что концепцию правильную предложил
Вложения

Александр_
Участник
симпатичные. такие должны подойти?
SKV
Участник
Александр_ написал(а):симпатичные. такие должны подойти?
Ранее такие устанавливались в лазерные станки и 3D настольного исполнения
SKV
Участник
3D-BiG написал(а):Тоже задублирую :
Из-под Турбо-CNC конечно будет получаться резка лучше, чем из-под PLT- формата - ведь этот формат имеет принципиально худшие параметры округления апроксимации кривых,чем честный CNC-код... Для предыдущей платы (MPC-03) программа позволяла импортировать честные кривые Бельзье в виде древней версии AI-файлов (а не линейно апроксимированный PLT-шник - это была мощная фишка, позволяющая иметь реальные преимущества перед рядом комплектов электроники, хотя и у этого комплекта был и косячок - не было программной регулировки мощности лазера) - надеюсь, что и этот комплект понимает AI-формат, хотя-бы в древнем виде... Если это возможно, то тогда можно на этом комплекте электроники резать именно плавные кривые, а не мелкоуступистые линии....
Вот по настройке - подержать бы такую плату и поэкспериментировать, поставив на лазер - тогда бы раскрутил-бы - не впервой такие задачи решать... Почему я как причину такого сдвига выдвинул ускорения - просто сталкивался с таким явлением на одном лазере с MPC-03 (ребята на ремонт привозили из Кемерово купленный б/у лазер со сброшенными всеми настройками) - и решал именно подбором ускорения и переборкой механики каретки....
Можно немного подискутировать
")
CNC код будет настолько честным насколько установлено разрешение механической части при генерации самого кода
В данном комплекте MPC05 не используются средства PLT формата, это актуально для начальных станков на базе CPU и HPGL кода управления, хотя и здесь все не однозначно. Так, стандарт HPGL работает в разрешении порядка 1000 dpi.но ничто не мешает сделать предмаштабирование, а аппаратными средствами увеличить разрешение и реализовать точность выше (что мы и сделали в новой своей программе с новым станком, позволяющим выбрать деление шага), безусловно это будет работать только для кривых
 как не было программной регулировки, все было на каждый слой своя мощность - скорость. Вот инструкция на русском, может про разное говорим
как не было программной регулировки, все было на каждый слой своя мощность - скорость. Вот инструкция на русском, может про разное говорим  www.halkru.com/download/instrukcia.doc
www.halkru.com/download/instrukcia.doc
Поделиться: